
- News
- Basics
- Products
- JP Job shop
- Exhibition
- Interview
- Statistic
- PR
- Download
- Special contents



![]()
 Japanese Cutting-Edge
Japanese Cutting-Edge
Solutions for Metalworking



![]() Japanese Cutting-Edge
Japanese Cutting-Edge
Solutions for Metalworking
Basics
May 5, 2022



1. What is a 5-axis Machining Center (MC)?
2-2. Simultaneous 5-axis machining
3. Benefits of 5-axis machining
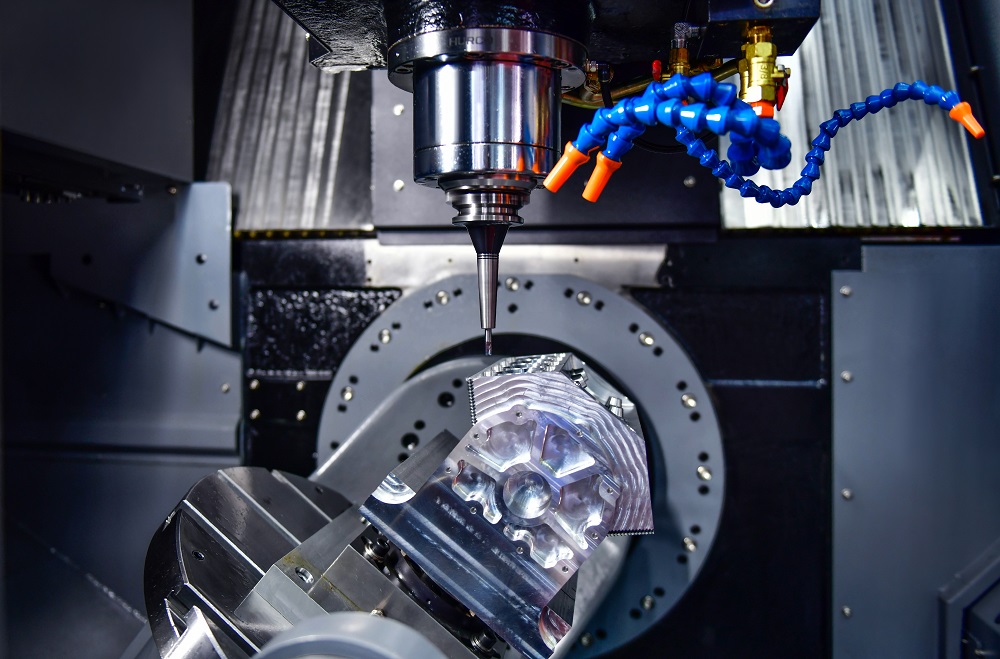
5-axis machining centers (MCs) have three linear axes and two rotary axes
Two machining types: indexed 5-axis and simultaneous 5-axis machining
Enable the machining of complex-shaped workpieces with high efficiency
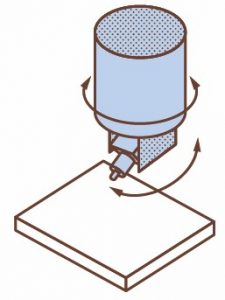
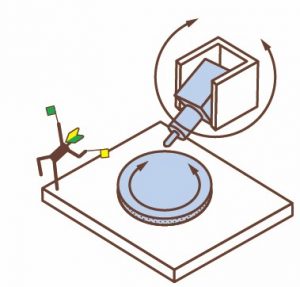
Double pivot spindle head
Five-axis machining centers (MCs) consist of three linear axes (X-, Y-, and Z-axes) plus two rotary axes. They are called “5-axis” because they have a total of five axes that can be moved.
There are generally three rotation axes: A-axis, B-axis, and C-axis. The rotation axis around the X-axis is called A-axis, around the Y-axis is called B-axis, and around the Z-axis is called C-axis. 5-axis MCs consist of a combination of three linear axes and two of the A, B and C axes.
5-axis MCs can be divided into three types by the combination of rotary axes:
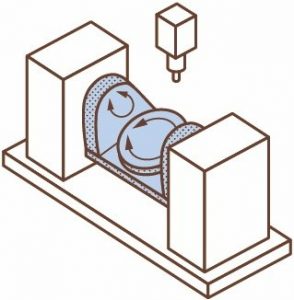
Rotary table + Table trunnion
(1)double pivot spindle head, (2) rotary table + table trunnion, and (3) rotary table + pivoting spindle head.
The double pivot spindle head types are the 5-axis MCs with two additional rotary axes on the spindle side where cutting tools are mounted.
This type of machine is powerful for machining relatively large workpieces.
The rotary table + table trunnion types are the 5-axis MCs with a rotary axis added to the table side where the workpiece is mounted, rather than the spindle side. This structure is relatively common in small 5-axis MCs.
Rotary table + Pivoting spindle head
The rotary table + pivoting spindle head types are the 5-axis MCs, with one additional rotary axis on the spindle side and one on the table side.
There are two main types of 5-axis machining: (1) 5-axis indexed machining and (2) simultaneous 5-axis machining.
2-1. 5-axis indexed machining
5-axis indexed machining uses two rotary axes to make angles on the spindle or table side in advance, before machining with the usual three linear axes. Indexing means moving the rotary axes to the desired angle precisely.
With 5-axis indexed machining, if the spindle and table are angled in advance, it is easy to machine slanted holes, etc., which are difficult to machine on linear 3-axis MCs unless the shape of the jig used to hold the workpiece in place is specially adjusted.
5-axis indexed machining uses two rotary axes to make angles on the spindle or table side in advance, before machining with the usual three linear axes.
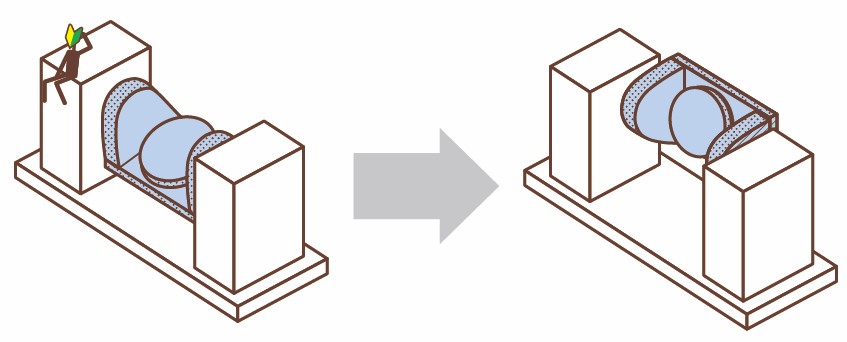
2-2. Simultaneous 5-axis machining
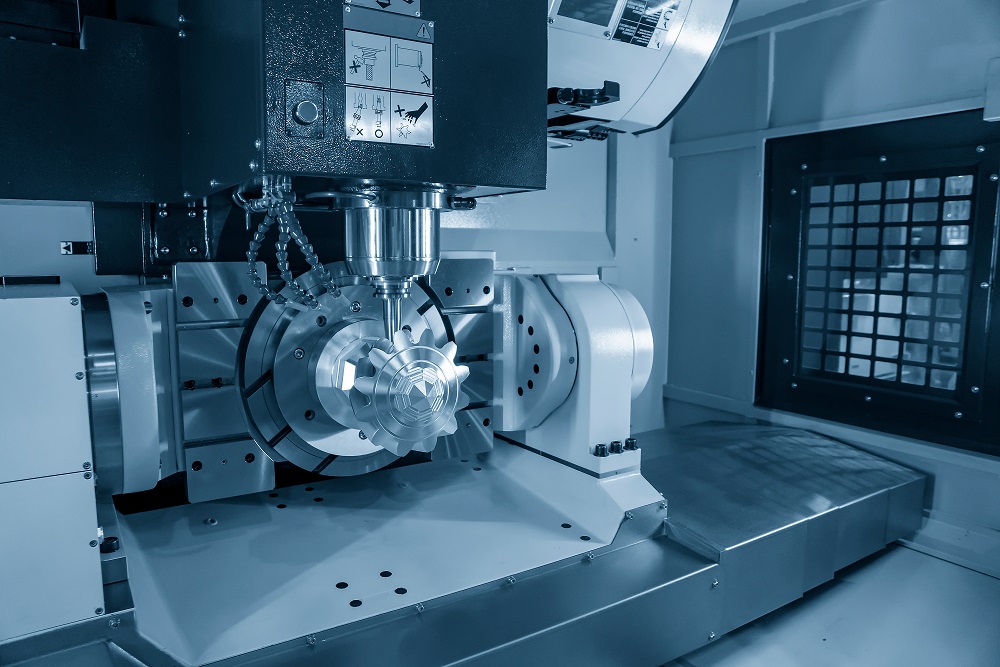
Simultaneous 5-axis machining means machining by moving all five axes simultaneously, which enables the machining of complex shapes that would be difficult with 3-axis MCs.
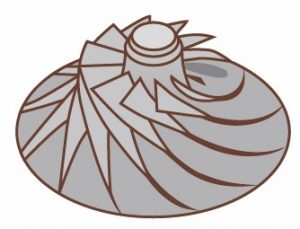
Impeller
For example, parts called “impellers” are used in pumps and aircraft engines. As the name suggests, an impeller has many blades with a smooth curved surface shape on the shaft, like the blades of a fan. Machining impellers is extremely difficult using only linear machining with a 3-axis MC, as collision(the spindle or toolholder clashing with the workpiece during machining) occurs.
In contrast, with simultaneous 5-axis machining, the angle of the spindle and table can be changed continuously, so even parts with complex shapes such as impellers can be machined without collision.
The advantages of 5-axis machining are many. A particularly significant advantage is that a workpiece can be mounted on the table only once, meaning that up to five surfaces can be machined with a single chucking operation.
 When machining five faces with a 3-axis MC, the workpiece must be re-installed many times. 5-axis MCs can reduce the number of this setup changes, which significantly improves machining efficiency compared to 3-axis MCs. As there is no need to prepare a separate jig for setup changes, production costs can also be reduced.
When machining five faces with a 3-axis MC, the workpiece must be re-installed many times. 5-axis MCs can reduce the number of this setup changes, which significantly improves machining efficiency compared to 3-axis MCs. As there is no need to prepare a separate jig for setup changes, production costs can also be reduced.
5-axis MCs can reduce the number of setup changes, which significantly improves machining efficiency compared to 3-axis MCs.
It also eliminates the need to prepare a separate jig for each set-up change, which reduces production costs.
In addition, repeated setup changes cause errors in workpiece mounting accuracy. 5-axis machining minimizes the number of setup changes, minimizes mounting errors, and improves machining accuracy.
Another benefit of 5-axis machining is that the length of cutting tool can be shortened.
When using a 3-axis MC to cut areas with large height differences and deep depths, the cutting tool must be long enough to avoid collision with the spindle and toolholder. However, the longer the cutting tool extends, the more likely it is to deflect. This causes vibration during machining, which deteriorates the surface and dimensional accuracy of the workpiece.
On the other hand, 5-axis MCs can tilt the spindle and table, allowing machining of deep areas even with shorter tools and maintaining machining accuracy.
Although 5-axis machining has many benefits, there are still some issues to be addressed.
Firstly, as 5-axes are controlled, it requires more advanced control technology than 3-axis machining. In addition, as the number of axes handled increases, it becomes more difficult to program tool paths, so CAM software to create highly functional NC programs for machining is also essential. Another issue is that the “accumulated error”, which is the accumulation of small errors in each axis, can become large.
In response to these issues, machine tool builders that develop 5-axis MCs are focusing on improving machining accuracy and control technology. They are also pursuing improvements in usability, such as more efficient program creation.
RELATED CONTENT:
5-axis MC for unmanned operation and variable-variety production
Share On :






